Guida Completa: Dalla Stampa alla Colorazione
Tutti i passaggi essenziali, le tecniche avanzate e i consigli pratici per ottenere risultati professionali con il tuo modello 3D — dalla preparazione del file fino alla verniciatura finale.
⚖️ PLA vs Resina: Quale scegliere?
Prima ancora di mettere mano al slicer, devi scegliere il materiale giusto. La scelta incide profondamente sul dettaglio, la resistenza, il costo e la difficoltà di lavorazione del pezzo finale.
| Categoria | 🟢 PLA (FDM) | 🔵 Resina (MSLA/SLA) |
|---|---|---|
| Dettaglio | ✗ Visibili le linee di layer (0.1–0.3 mm). Adatto a pezzi grandi. | ✓ Risoluzione eccezionale (0.02–0.05 mm). Cattura ogni microtexture. |
| Costo setup | ✓ Stampante da ~200€. Filamento ~20€/kg. | ✗ Stampante da ~200€ + UV curing station + consumabili IPA. |
| Sicurezza | ✓ Non tossico. Nessun DPI richiesto per uso normale. | ✗ Fumi nocivi. Richiede guanti in nitrile e mascherina FFP2. Ventilare. |
| Post-lavorazione | ✓ Stampi, rimuovi, stucchi se vuoi. Processo semplice. | ✗ Lavaggio IPA, rimozione supporti, curing UV. Procedura rigorosa. |
| Resistenza | ✓ Robusto e leggero. Non si rompe facilmente. | ✗ Fragile se non curato correttamente. Prone to snap on thin parts. |
| Colorazione | ✗ Richiede stucco e levigatura per superfici lisce prima del primer. | ✓ Superficie già liscia. Primer diretto, risultati più puliti. |
| Ideale per | Figurine grandi, terrain, scenografia, props, uso quotidiano. | Miniature da gioco, bust, figurine da collezione, design fine. |

Sinistra: pezzo FDM/PLA con layer lines visibili. Destra: stessa geometria in resina MSLA con dettaglio microscopic.
🖨️ PARTE 1: La Stampa 3D
Dal file digitale al pezzo fisico. Ogni decisione presa in questa fase influenza l'aspetto finale del modello. Prenditi il tempo necessario: la fretta è la causa numero uno dei fallimenti di stampa.
1 Download e Importazione nel Slicer
Dopo l'acquisto riceverai un link per scaricare i file in formato .STL o .OBJ. Entrambi i formati sono ampiamente supportati da tutti i principali software di slicing.
Software consigliati per resina:
- Lychee Slicer — interfaccia moderna, ottimo per i principianti, supporto automatico intelligente.
- Chitubox Pro — molto diffuso, buona compatibilità con le stampanti Chitu.
- UVtools — strumento avanzato per analisi e riparazione dei file di stampa.
Software consigliati per FDM/PLA:
- PrusaSlicer — open source, eccellente per tutti i livelli di esperienza.
- Bambu Studio — se usi stampanti Bambu Lab.
- Cura — il più diffuso in assoluto, grande community.

Vista del modello importato nel slicer, pronto per essere orientato e affettato.
2 Orientamento e Posizionamento
L'orientamento è la decisione più critica di tutto il processo. Un angolo sbagliato può causare fallimenti di stampa, deformazioni o segni di layer nelle zone in vista.
Regole d'oro per la resina:
- Inclina il modello tra 30° e 45° rispetto al piano. Evita stampe perfettamente verticali o orizzontali.
- Le zone con grande superficie piatta (es. spalle, scudi) devono essere spezzate dalla perpendicolare: riducono le forze di distacco (suction forces) che causano deformazioni.
- Posiziona le parti più delicate (dita, lance, code) in modo che i supporti non le tocchino in punti critici.
- Usa la funzione "Hollow" (Svuotamento) per pezzi con volume > 5 cm³. Spessore delle pareti consigliato: 2–3 mm. Aggiorna sempre almeno 2 fori di sfiato da 2–3 mm nella parte bassa per far defluire la resina liquida interna.
Per FDM/PLA: orienta le superfici più visibili in alto (stampate nell'aria sono più lisce). Evita overhang superiori a 45° senza supporti.

Modello inclinato a 45° con supporti ad albero ben distribuiti. I punti di contatto sono stati ridotti al minimo nelle zone esposte.
3 Generazione dei Supporti
I supporti sono strutture temporanee che sostengono le parti del modello che "volano" nell'aria durante la stampa. Poiché i modelli di questo store sono forniti senza supporti pre-inseriti, dovrai generarli tu nel slicer in base alla tua orientazione scelta.
Tipologie di supporti (resina):
- Supporti ad albero (Tree supports) — toccano il modello con punte sottili, lasciando segni minimi. Ideali per miniature.
- Supporti a colonna — più robusti, per pezzi pesanti o grandi superfici piatte.
- Supporti leggeri / zanzare — versione ultra-sottile per superfici esposte. Richiedono esperienza per essere posizionati correttamente.
Parametri consigliati per miniature in resina:
- Diametro punto di contatto: 0.3–0.4 mm
- Diametro colonna: 1.0–1.5 mm
- Distanza dal modello: 0.05–0.1 mm (più facili da rimuovere)
- Densità: mediamente 1 supporto ogni 3–5 mm di overhang
Dove aggiungere supporti manualmente:
- Sotto ogni ciuffo di capelli, mantello o ala
- Sotto le braccia e le dita estese
- Sotto ogni gioiello, catena o dettaglio sospeso
- Sotto le isole (parti "staccate" dal corpo principale)
⚙️ PARTE 2: Parametri e Avvio Stampa
Un'impostazione errata dei tempi di esposizione è la causa principale di stampe fallite. Segui questi step prima di ogni nuova resina o stampante.
4 Calibrazione dell'Esposizione
Ogni combinazione stampante + resina richiede tempi di esposizione specifici. Usare i valori predefiniti senza calibrare porta a stampe sovra-esposte (perdi dettagli) o sotto-esposte (layer si staccano).
Test di calibrazione consigliati:
- Cones of Calibration (CoC) — stampa una serie di coni con esposizioni scalate. Il miglior cono ti dà il tempo corretto.
- AmeraLabs Town — piccolo test complesso che verifica hole resolution, bridging, dettagli fini.
- Exposure Finder — matrice 2D rapida per trovare il punto dolce tra normale e first layer.
Parametri da configurare:
- Tempo esposizione layer normale: tipicamente 2–4 sec (resine standard AMS)
- Tempo esposizione first layers: 30–60 secondi (assicura l'adesione al piatto)
- Numero di bottom layers: 4–8 layer
- Lift speed: 40–60 mm/min per ridurre le forze di distacco
- Layer height: 0.05 mm per massimo dettaglio, 0.07–0.1 mm per tempi ridotti
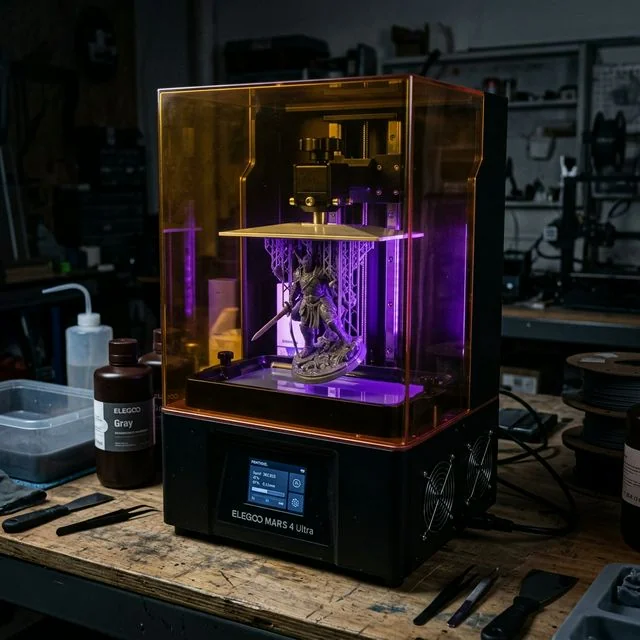
Stampante MSLA con luce UV attiva durante il processo di stampa strato per strato.
5 Livellamento del Piatto e Avvio
Prima di ogni sessione di stampa, verifica che il piatto (build plate) sia perfettamente livellato rispetto allo schermo FEP. Un piatto non livellato è la causa più frequente di fallimenti al primo strato.
Procedura di livellamento (metodo paper):
- Allenta le viti del piatto e posizionalo manualmente sullo schermo FEP con un foglio di carta da 80gsm in mezzo.
- Abbassa il piatto fino a sentire attrito sul foglio. Blocca le viti in croce (non tutte da un lato) per una pressione uniforme.
- Esegui un "Home" dal menu della stampante per salvare la posizione Z=0.
- Rimuovi la carta e verifica che non ci siano bolle d'aria o zone di minor pressione.
Lista pre-stampa:
- ✅ Piatto livellato
- ✅ FEP film integro (no graffi o opacità eccessiva)
- ✅ Vasca resina piena ma non oltre il livello max
- ✅ Il file è stato salvato sulla scheda SD/USB della stampante (non solo sul PC)
- ✅ Finestra UV chiusa durante la stampa
🧪 PARTE 3: Post-Produzione Resina
La fase post-stampa è quella più critica per la sicurezza e per la qualità del pezzo finale. Non saltare nessun passaggio.
6 Rimozione dal Piatto e Sicurezza
Appena terminata la stampa, il pezzo è ancora in stato di "green state": parzialmente polimerizzato, fragile e con resina liquida in superficie. Indossa sempre guanti in nitrile e occhiali protettivi.
- Usa una spatola di plastica (non metallica per non rigare il piatto) per sfilare la stampa con movimenti laterali delicati.
- Se la stampa si distacca facilmente, ottimo. Se è dura, metti il piatto nel congelatore per 10 minuti: la differenza di dilatazione termica aiuta a staccarla.
- Conserva la resina avanzata nella vasca coperta (lontano dalla luce), o travasala nel contenitore originale filtrandola con un colino da vernice (eviti residui solidificati).

Il modello viene lavato in IPA e poi curato nella stazione UV per completare la polimerizzazione.
7 Lavaggio (Washing)
Il lavaggio rimuove la resina liquida non polimerizzata dalla superficie del pezzo. Un lavaggio insufficiente lascia residui appiccicosi; un lavaggio eccessivo indebolisce la struttura.
Con Wash & Cure Station (metodo consigliato):
- Riempi il contenitore con IPA 99% (o il detergente specifico della marca della tua resina).
- Prima fase: 3–4 minuti agitando dolcemente. Poi sostituisci con IPA pulita per una seconda passata da 1–2 minuti.
- Dopo il lavaggio, asciuga con aria compressa o un pennello morbido e lascia all'aria per 5–10 minuti prima del curing.
Senza Wash & Cure Station:
- Usa due contenitori con coperchio (es. Tupperware): uno per il lavaggio iniziale "sporco" e uno per il risciacquo finale.
- Agita il contenitore a mano per 3–4 minuti. Attenzione non agitare troppo forte per non rompere parti sottili.
8 Polimerizzazione UV (Curing) e Rifinitura Superficiale
Il curing UV completa la catalizzazione della resina, rendendola dura, stabile e non più reattiva. Un pezzo non curato correttamente rimane fragile e può essere irritante al tocco.
Tempi consigliati (UV station 405nm):
- Resine standard: 2–3 minuti per lato, girando il pezzo a metà
- Resine ABS-like o tough: 3–5 minuti per lato
- Resine flexy: 1–2 minuti per lato (over-curing le rende rigide)
Test di corretto curing: il pezzo non deve lasciare macchie sulle dita guantate, la superficie deve essere dura e non cedere alla pressione dell'unghia. Se è ancora appiccicoso, aumenta il tempo o posizionalo al sole diretto per 10–15 minuti.
Rifinitura post-curing (optional ma consigliata):
- Carta abrasiva 400–600 grit: leviga i punti dove erano attaccati i supporti. Bagna la carta per un risultato più omogeneo (wet sanding).
- Stucco vinilico o epossidico: colma eventuali imperfezioni profonde prima del primer. Lascia asciugare 24h e rileviga.
- Dremel / micro drill: rimuove i resti di supporti nelle zone difficili da raggiungere. Usa punte da 0.5–1mm a bassa velocità.
🎨 PARTE 4: La Colorazione (Painting)
La colorazione trasforma un pezzo grezzo in un'opera d'arte. Richiede pazienza, occhio per i contrasti e una certa dose di pratica — ma i risultati ripagano ogni ora investita.
1 Primer: La Base di Tutto
Il primer ha due funzioni fondamentali: fa aderire i colori alla superficie plastica (senza si sbuccerebbero al minimo tocco) e rivela anche le minime imperfezioni che altrimenti passerebbero inosservate.
Tipologie di primer:
- Primer spray grigio medio — il punto di partenza universale. Mostra luci e ombre naturalmente.
- Primer nero — ottimo per soggetti scuri, armature, metalli. Le luci successivi risaltano dramaticamente.
- Zenithal Prime (bianco + nero) — tecnica avanzata: primer nero da sotto, poi bianco spray dall'alto. Simula l'illuminazione naturale e riduce a metà il lavoro di shading.
Applicazione: Spruzza in ambienti ventilati, a 25–30 cm di distanza, con movimento fluido a pendolo. Non soffermarti mai sullo stesso punto. Applica 2 passate sottili invece di una sola spessa.

Applicazione dello zenithal prime: primer nero di base e primer bianco dall'alto per simulare l'illuminazione.
2 Base Coat: I Colori Principali
Il "base coat" è il primo strato di colore vero e proprio. L'obiettivo è coprire uniformemente tutte le zone con il loro colore di base, senza preoccuparsi ancora di sfumature o dettagli.
Con aerografo (risultato migliore):
- Diluisci il colore con diluente specifico (o acqua distillata) fino a "consistenza del latte scremato": deve scorrere dall'ago senza gocciolare.
- Pressione ideale: 15–20 PSI per colori acrilici.
- Tieni l'ago a 5–8 cm dalla superficie. Movimenti circolari costanti.
- 2–3 passate sottili per zona, lasciando asciugare 5 minuti tra una e l'altra.
A pennello (risultato buono con la tecnica giusta):
- Usa pennelli sintetici di buona qualità (Winsor & Newton, Da Vinci).
- Carica pochissimo il pennello e applica con colpi veloci e brevi.
- Non trascinare il colore quando sta asciugando: si formano i segni del pennello.
- Se compaiono pennellate visibili, una terza passata sottile le copre.
Colori da model store consigliati:
- Vallejo Model Color / Game Color — alta pigmentazione, eccellente copertura, specifici per miniature.
- Citadel (Games Workshop) — vasta gamma, ottima community per tutorial.
- Scale75 — colori metallici incomparabili.
- Contrast/Speedpaint — colori "in one step" che fanno base + ombra + highlight in una sola passata. Ideali per chi inizia.
3 Wash / Shading: Le Ombre
Il "wash" è un colore molto diluito e scuro che viene steso liberale sull'intera superficie. Per capillarità, si deposita nelle rientranze e nelle giunture, creando ombreggiatura naturale senza dover dipingere zona per zona.
- Wash nero/marrone scuro — universale per carne, legno, pietra, pelle.
- Nuln Oil (Citadel) — il più usato al mondo. Ombreggia grigi, metalli, texture rocciose.
- Agrax Earthshade — warm brown, ottimo per pellicce, cuoio, legno.
- Carroburg Crimson / Druchii Violet — per carne fantasy, demoni, tessuti colorati.
Dopo aver applicato il wash, lascia asciugare completamente (30–45 min) prima di procedere all'highlighting. Se noti aloni dove il wash si è accumulato in zone piatte, rimuovilo subito con un pennello asciutto pulito o un cotton fioc leggermente umido.

Il momento più preciso: dipingere dettagli fini con pennelli da 0 o 00, stabilizzando la mano con il mignolo.
4 Highlighting: Le Luci (Dry Brush e Edge Highlight)
Dopo le ombre, è il momento di portare la luce sulle zone sporgenti del modello. Due tecniche principali, con risultati molto diversi:
Dry Brush (Pennello a secco):
- Carica un pennello piatto con colore più chiaro della base (1–2 toni).
- Pulisci quasi tutto il colore su carta o tessuto: il pennello deve essere "quasi asciutto".
- Strofina velocemente il pennello sulle superfici in rilievo seguendo la texture.
- Il colore deposita solo sugli spigoli → effetto 3D immediato.
- Ideale per: pellicce, squame, armature arrugginite, rocce, terreni.
Edge Highlight (Pennello fine):
- Con un pennello sottilissimo (0000) e colore molto chiaro (o addirittura bianco puro), traccia una linea sottilissima lungo ogni spigolo dell'armatura, mantello, elmo.
- Tiene il pennello quasi perpendicolare alla superficie e trascinalo lentamente lungo il bordo.
- Tecnica difficile, ma dà risultati "NMM" (Non Metallic Metal) spettacolari.
- Ideale per: armature, lame, elmi, bordi di mantelli, oggetti geometrici.
✨ PARTE 5: Finitura e Risultato Finale
Gli ultimi tocchi che trasformano un modello ben dipinto in un pezzo da esposizione.
1 Dettagli Finali: Occhi, Metalli e Decals
I dettagli piccoli fanno la differenza tra un modello "carino" e uno "mozzafiato". Dedica del tempo a questi ultimi tocchi dopo aver completato tutti gli strati principali.
Occhi: Usa un pennello 000. Prima campisce di bianco, poi aggiungi l'iride colorata, poi la pupilla nera. Lucido protettivo gloss solo sugli occhi crea l'effetto "vivido".
Metalli: Per metalli convincenti senza aerografo usa la tecnica NMM (Non Metallic Metal): basi grigio scuro, wash nero, highlight scalati fino al bianco puro sugli spigoli. In alternativa, i colori metallici Scale75 o Vallejo Metal Color danno un effetto "reale" immediato.
Gemme/Cristalli: Base scura → sfumatura diagonale più chiara → piccolo punto bianco nell'angolo opposto. Proteggi con gloss varnish solo le gemme.

Risultato finale: miniature dipinta con tecnica NMM su armatura, dry brush sulla base e vernice matte protettiva.
2 Varnish (Vernice Protettiva)
La vernice protettiva è l'ultimo passaggio obbligatorio. Protegge tutto il lavoro artistico da urti, sfregamenti e UV, e unifica la finitura superficiale del modello.
Tipologie:
- Matte Varnish (opaco) — il più usato per miniature. Elimina tutti i riflessi indesiderati lasciati dai colori lucidi. Il modello appare "cinematico" e naturale.
- Satin Varnish (satinato) — via di mezzo. Ottimo per pelli, tessuti, legno.
- Gloss Varnish (lucido) — usalo solo su specifici dettagli: occhi, gemme, superfici bagnate, lame in metallo. Dà un'impressione di materiale riflettente.
Tecnica combinata professionale:
- Passa il Gloss Varnish su TUTTO il modello prima del wash: il wash scivola meglio e si raccoglie più naturalemente nelle rientranze.
- Dopo il wash e l'highlighting, proteggi con Matte Varnish su tutto.
- Infine, aggiungi Gloss Varnish selettivamente su occhi, gemme e superfici lucide.
Prodotti consigliati:
- Vallejo Matte/Gloss Varnish — per aerografo, controllo totale.
- Testors Dullcote — lo spray matte più apprezzato nella community. Risultato "chalk matte" impeccabile.
- Army Painter Anti-Shine — economico e affidabile.
- Citadel Munitorum Varnish — ottimo ma sensibile all'umidità (non usare con umidità > 70%).
3 Base Scenografica (Optional)
Una base scenografica ben realizzata valorizza enormemente il modello, contestualizzandolo in un ambiente narrato. Anche una base semplice fa la differenza.
- Texture base: applica una miscela di sabbia fine + PVA diluito (1:1) sulla base, lascia asciugare 24h.
- Sassi e detriti: aggiungi piccoli frantumi di spugna, sabbia grossa, frammenti di kit in plastica per simulare rocce e macerie.
- Erba e vegetazione: usa static grass (si applica con un "static applicator" o strofinando il sacchetto carico di elettricità statica). I ciuffi si possono fissare con PVA.
- Snow effect: mix di bicarbonato + PVA + qualche goccia d'acqua. Applica con un vecchio pennello in zone strategiche.
- Water effect: resina bi-componente trasp (Two Little Fishies EnvironDesign) o gel da neve trasparente (per pozze d'acqua poco profonda).